第九章送經機構
第一節送經的工藝要求
1.送經要求:
(1)經軸的退繞速度必須與織物組織結構的需求相一致;
(2)在保證成圈情況下,降低平均張力和張力峰值;
(3)送經量始終保持精確;
(4)能適應編織特殊織物的要求。
2.臘克(rack)送經量:編織480個線圈橫列所需要的經紗長度。
第二節成圈過程中的經紗張力曲線
曲線a和b分別表示實測經紗延伸量和經紗張力的變化曲線。圖中縱坐標分別表示紗段KO之間經紗延伸量和經紗張力值,橫坐標為主軸的轉角。由圖可知,在一個成圈周期中經紗延伸量和經紗張力出現了二次幅度較大的變化,經紗延伸曲線的極大點為點1'和3',極小點為點2'和4’;而張力曲線的極大點為1點和3點,極小點為2點和4點。
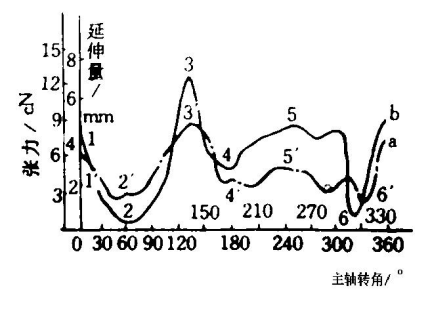
經紗延伸量與經紗張力變化曲線圖
第三節送經機構分類與工作原理
一、消極式送經機構
1、定義:由經紗張力直接拉動經軸進行送經。
2、特點:
(1)結構簡單,調節方便,特別適合送經量多變的復雜組織;
(2)張力波動大,不利高速。
(一)無控制的消極送經機構
利用條帶制動,只需在軸端的邊盤上配置一根條帶,條帶用小重錘張緊,重錘重量為5~400厘牛。這種裝置一般用于多梳經編機上花經軸控制。
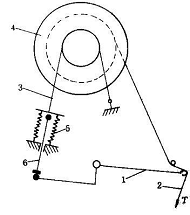
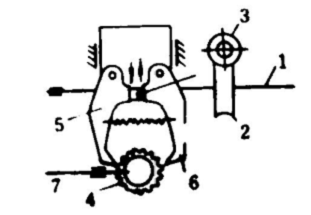
(二)張力控制式消極送經機構
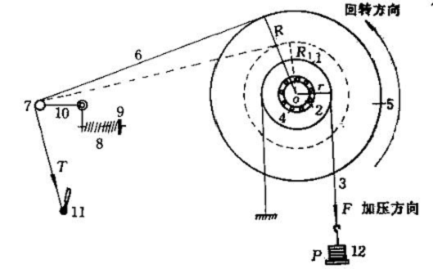
此機構包括一根裝在V形帶輪5上的V形制動帶6。V形制動帶由兩根彈簧4拉緊,使其緊壓在V形帶輪的槽中。當經紗張力增加時,張力桿1被下壓
二、積極式送經機構
1、定義:由經編機主軸通過傳動裝置驅動經軸回轉進行送經。
2、特點:送經量恒定,張力波動小,產品質量好,適用于高速經編機。
(一)線速感應式積極送經機構
通過實測的送經速度作為反饋控制信息,動態調整經軸的轉速,使經軸送經線速度保持恒定。

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
線速感應式送經機構工作原理圖
1、定長裝置:根據織物組織結構和規格決定線圈長度。
2、送經變速裝置:一種無級變速裝置。根據定長要求和經軸的實際線速度隨時改變經軸轉速。
3、線速感應裝置:用以測量經軸的實際線速度并將其傳遞給測速機件。
(1)差動齒輪式
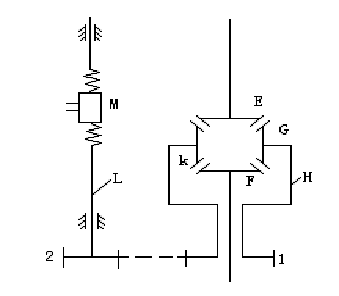
M------無機變速器滑叉1、2------齒輪
E、F------中心輪,分別輸入預定線速和實測線速
G、K-----行星輪
H-----轉臂
L-----絲桿
M------無機變速器滑叉
1、2------齒輪
工作原理:
1)E、F、G、K、H組成差動齒輪系
2)E、F、G、K均為錐形齒輪且齒數相等
3)當E、F轉速相等,轉向相反時,齒輪
4)當E、F轉速不等時,齒輪G、K不僅自轉而且和轉臂H一起公轉
5)當轉臂H轉動時,通過齒輪1、2驅動絲杠L轉動,滑叉K移動,無機變速器環移動,改變經軸轉速。
(2)差動螺旋式
圖中經軸的實際送經速度由絲桿1輸入,定長速度由蝸桿3傳動蝸輪2輸入,蝸輪內孔有螺紋且與絲桿嚙合。當實際送經速度與定長速度相等時,絲桿與蝸輪同速同向轉動如同一體,固套在絲桿軸上的一對撐頭5、6不作橫移,此時兩撐頭均處于與棘輪4棘齒脫開的位置了;
當兩個輸入速度不等時,絲桿產生左右橫移,使其中一個撐頭與棘齒嚙合,因撐頭在其下方回轉凸輪(圖中未標出)作用下不斷作上下運動,從而撐動棘輪作順時針或逆時針轉動,再經錐形齒傳動絲桿7軸上的滑叉產生橫移,變動傳動環的左右位置達到調整經軸轉速的目的。
(二)幾種特殊類型送經機構
1、雙速送經機構
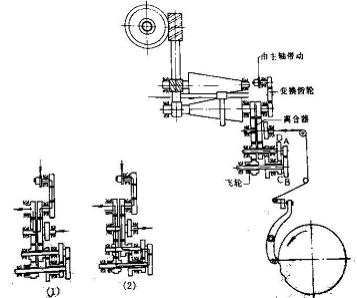
圖中鏈盤控制著離合器的離合。當離合器閉合時,來自主軸的動力按圖中(1)的線路傳遞,此時未經過變速系統,故屬正常速度送經。當離合器拉開時,主軸動力按圖中(2)的線路傳遞,此時因經過下方的變速系統,故經軸以較小速度送經。這兩種速度的變化比率,可通過變速系統中的變換齒數A、B、C、D加以控制。
2、定長送經輥裝置
傳動來自主軸,經過鏈條S傳動到齒輪d,經變換齒輪A、B,傳動減速箱K,其傳動比為40:1,再通過鏈輪e和鏈條g,傳動到定長送經羅拉一端的齒輪f、h。羅拉輥m和n表面包有摩擦系數很大的包覆層,防止紗線打滑,但在拉力大于卷繞和摩擦阻力的情況下,紗線又可在羅拉輥上被拉動。
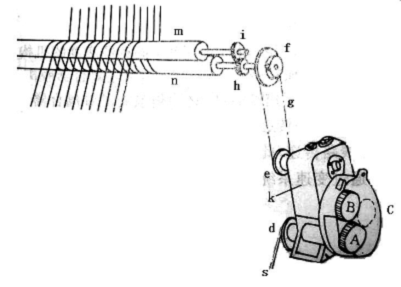
兩羅拉直徑一樣,傳動比為1:1,線圈長度確定后,只要將A、B變換齒輪選好,不管經軸直徑大小,都能定長送出經紗。
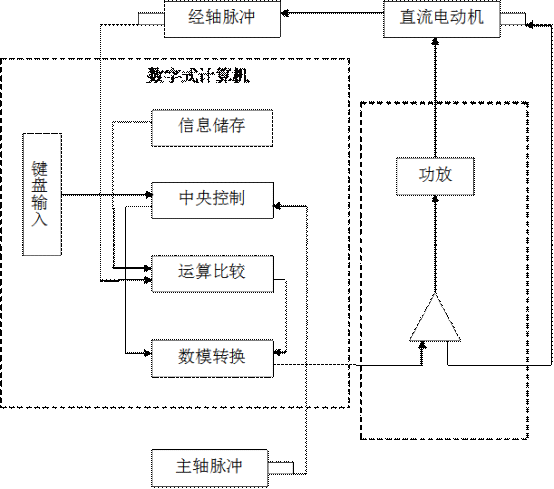
三、電子式送經機構
1、機構簡圖
2、工作框圖
![]()
![]()
![]()
![]()
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


