(一)積極式連續卷取機構
新型織機通常采用積極式連續卷取機構,在織造過程中,織物的卷取工作連續進行。部分積極式連續卷取機構以改變齒輪齒數來調節加工織物的緯密,存在緯密控制不夠精確的弊病。隨著織機技術的發展,產生了以無級變速器來調節加工織物緯密的機構,使緯密的控制精確程度得以提高。電子式卷取機構的出現,不僅簡化了機械結構,實現緯密精確控制,而且在織造過程中可以隨時改變卷取量,調整織物的緯密。
1.改變齒輪齒數來調節加工織物緯密的機構
以改變齒輪齒數來調節加工織物緯密的積極式連續卷取機構的示意圖如圖10-1所示。
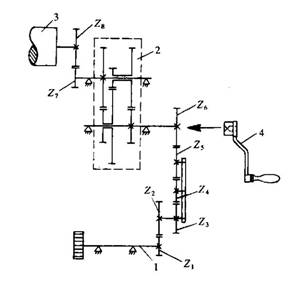
圖10-1? 改變齒輪齒數調節緯密的卷取機構
1-輔助軸? 2-減速齒輪箱? 3-橡膠糙面卷取棍? 4-手柄? Z1 、Z2……Z6-齒輪
輔助軸1與織機主軸同步回轉,輔助軸通過輪系Z1、Z2、Z3…Z6和減速齒輪箱2、齒輪Z7、Z8傳動橡膠糙面卷取輥3,對包覆在輥上的織物進行卷取。根據機械原理可知,織機主軸回轉一周,織入一根緯紗,所對應的織物卷取長度
![]() ????????????????????????? (10-1)
????????????????????????? (10-1)
式中:L——織機主軸回轉一周(織入一根緯紗)所對應的織物卷取長度(mm);
i——減速齒輪箱的傳動比;
Z1、Z2、Z3、Z6、Z7、Z8——齒輪Z1、Z2、Z3、Z6、Z7、Z8的齒數;
D——橡膠糙面卷取輥直徑(mm)。
緯密是指單位長度(10cm)內所織入的緯紗根數,于是,織物在織機上的緯密為
![]() ???????????????????????????? (10-2)
???????????????????????????? (10-2)
式中:PW’——織物機上緯密(根/10cm)。
織物在織機上時,處于經向的張緊狀態,待其下機之后,經向張力消失,織物產生經向收縮。
![]() ?????????????????????? (10-3)
?????????????????????? (10-3)
因此,下機后的織物緯
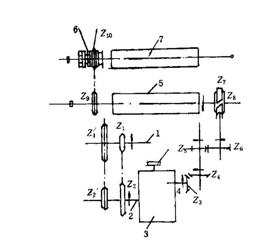
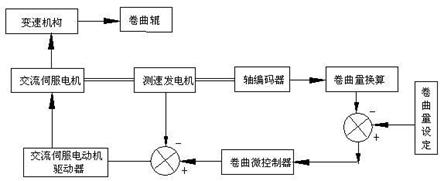
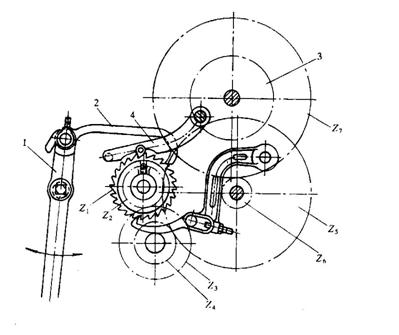
圖10-4? 典型的積極式間歇卷取機構
1-卷取桿? 2-卷取鉤? 3-卷取棍? 4-保持棘爪? Z1-棘輪? Z2、Z3……Z7-齒輪
在上述機構中,齒輪齒數Z1、Z4、Z5、Z6、Z7和直徑D均為固定常數,于是可以得到:
 ??????????? (10-7)
??????????? (10-7)
改變變換齒輪Z2、Z3的齒數,可以實現織物的緯密調節。
間歇卷取機構的卷取運動是斷續進行的,在圖10-4所示的機構中,卷取作用發生在筘座由后方向前方的運動過程中。與連續卷取機構相比,間歇卷取機構的斷續運動帶來了諸多弊病:
(1)機構的運動帶有沖擊性,容易引起機件磨損、動作失誤、產生織物的緯向稀密路疵點。在織機高速時,這種缺點尤為顯著。
(2)布面游動較大,容易造成斷邊紗。這是由于卷取鉤2拉動棘輪到達終點之前,保持棘爪4早已落下,造成保持棘爪與棘輪齒根間有一間隙。當卷取鉤作反向運動時,棘輪因織物張力而倒轉一個角度,于是卷取輥3的卷取運動有圖10-5所示的正反游動特征。
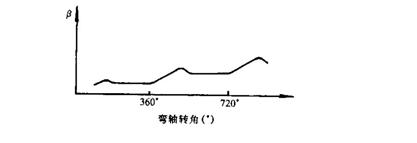
圖10-5? 通過測定卷取輥正反向轉動角度來表示的織物游動圖
2.蝸輪蝸
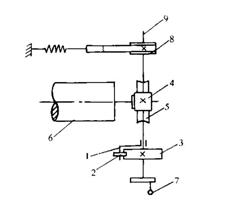
圖10-6? 蝸輪蝸桿間歇式卷取機構
1-推桿? 2-棘爪? 3-變換棘輪? 4-單線蝸桿? 5-蝸輪? 6-卷取棍? 7-手輪? 8-制動輪? 9-傳動軸
卷取機構的動力來自筘座運動,當筘座由后方向前方運動時,連桿傳動推桿1,經棘爪2推動變換棘輪3轉過m個齒,再通過單線蝸桿4、蝸輪5帶動卷取輥6回轉,卷取一定長度的織物。安裝在傳動軸9一端的制動輪8起到握持傳動軸作用,防止傳動過程中由慣性而引起的傳動軸過沖現象,保證卷取量準確、恒定。
根據機構的傳動關系可知,織機主軸回轉一周(織入一緯)所對應的織物卷取長度
![]() ?????????????????????????? (10-8)
?????????????????????????? (10-8)
式中:L——每織入一緯所對應的織物卷取長度(mm);
m——每織入一緯,變換棘輪轉過齒數;
Z3、Z4、Z5——變換棘輪3、蝸桿4、蝸輪5的齒數;
D——卷取輥直徑(mm)。
進而,根據緯密定義可得織物機上緯密PW′和織物機下緯密PW(織物緯密):
 ???????????????? (10-9)
???????????????? (10-9)
在緞條手帕等織物生產時,為產生一段緯密較大的織物,要求卷取機構有時停止卷取。在織機上,通過杠桿、吊鏈等有關的機構,使棘爪2抬起,可以實現停卷的目的。因此,這是一種由機械控制完成時而等量卷取、時而停卷的卷取量可變的卷取機構。
在這種卷取機構中,由于機構間歇運動,棘輪棘爪的沖擊依然存在。蝸輪與蝸桿的自鎖可防止變換棘輪倒轉,但蝸輪與蝸桿的嚙合齒隙仍不可避免地引起變換棘輪少量的倒轉,造成布面游動。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


