FA497粗紗機參數選擇與成紗質量
摘要:為了提高成紗質量,對CJ5.83tex品種在FA497電腦粗紗機的工藝參數進行試驗優選,通過對總牽伸倍數、后區牽伸分配、羅拉隔距、搖架加壓、鉗口隔距等參數進行了一系列試驗優選,使工藝參數達到最佳狀態。結果表明,FA497粗紗機總牽伸倍數設定必須與細紗牽伸能力和成紗質量綜合考慮;后區牽伸以控制在彈性牽伸或稍大于彈性牽伸的范圍內為好;其牽伸鉗口下的須叢分散扁平,可采用較輕壓力,有利于延長膠輥壽命;粗紗鉗口隔距在保證牽伸不出“硬頭”的前提下,應偏小掌握。
主題詞:FA497粗紗機工藝參數 優選 分析
前言
在傳統環錠紡紗系統中,熟條經過粗紗工序的牽伸與加捻,能進一步提高纖維的分離度和伸直度,提供有利于細紗牽伸和成紗質量的滿管粗紗。要提高成紗質量,滿足織造工序的要求,除細紗外,還必須有良好的粗紗質量作基礎。所以細紗質量因粗紗質量的波動而波動,粗紗質量就成為提高成紗質量的保證。
我公司現有粗紗機50臺,全部為A454系列,主要生產純棉普梳、精梳產品,有將近一半設備生產精梳高支品種,如:CJ9.72tex、CJ7.29tex、CJ5.83tex等。因A454系列粗紗機采用三上三下雙短膠圈牽伸形式,電磁離合器控制開關車的細節,偏心輪式張力微調裝置。因電磁離合器故障多,造成開關車細節增多;偏心輪式張力微調裝置只能一落紗連續式調整,不能滿足各個紡紗階段不同張力的要求,加之開關車時,由于A454粗紗機的機構缺陷,牽伸、卷繞機構不同步而容易產生細節,大大影響成紗單強不勻率、重量不勻率和細紗斷頭率,形成成紗強力弱環,其結果造成織造工序緯斷增多,嚴重影響布機效率。基于以上原因,我公司經過調研論證,購進2臺FA497新型高速懸錠電腦粗紗機,目的在于
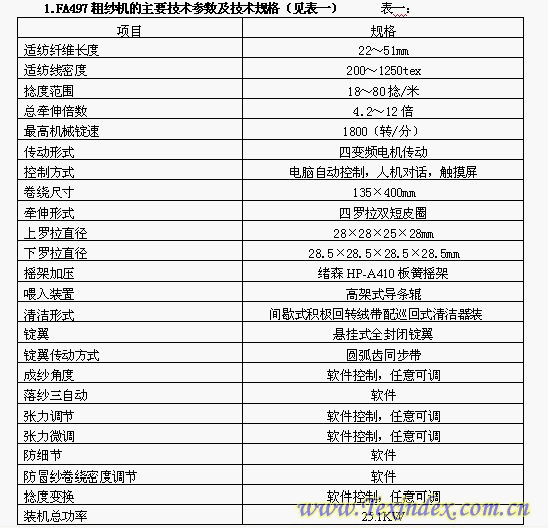
FA497粗紗機是中意合資·賽特環球機械有限公司生產的新型高速懸錠電腦粗紗機,它采用先進的電腦控制技術,取掉了原有粗紗機的鐵炮變速機構、機械成形機構,采用進口變頻器,實現無極變速。四個變頻電機分別驅動錠翼、羅拉、卷繞、升降系統,運用成熟的計算機控制技術,實現了四大運動系統的同步匹配;配備懸掛式全封閉高速錠翼,最高機械錠速達1800轉/分,是目前國內較先進的高速懸錠電腦粗紗機。
設備正式投入使用后,運行一直較平穩,經過測試,成紗質量明顯提高,且工藝參數的設置操作簡單,除了更換輕重牙外,捻度、速度、成形等其它工藝參數只需在車面板輸入即可,大大減少品種翻改的時間。下面就FA497粗紗機的性能特點及在實際生產中工藝參數優選作以介紹。
2紡紗試驗及工藝優選
FA497粗紗機在我公司以紡制CJ5.83tex、CJ7.29tex、CJ9.72tex純棉精梳高支紗,為主,本文主要以紡制CJ5.83tex品種時,探討對粗紗工藝的優選。
2.1配棉 平均品級:1.2級,纖維長度:37.7mm,技術長度:37.6mm,成熟度:1.74,纖維細度:7250公支,短絨率:8.8%。
2.2工藝流程:
A002A抓棉機-A035AS混開棉機—A006B混棉機—52式豪豬打手—A062電氣配棉器—A092A雙棉箱給棉機—A076C成卷機-FA212梳棉機-A272F予并條機-A191B條卷機-A201D精梳機-FA320A(頭、末并)并條機-FA497粗紗機-FA506細紗機。
2.3FA497粗紗機工藝參數設計
2.3.1粗紗定量的確定(品種:CJ5.83tex,下同):
粗紗定量根據熟條定
2.3.2粗紗捻系數的確定
粗紗捻系數根據相關資料,精梳特細號紗為90-100,純棉機織紗應在86-102范圍內,加之我公司細紗設備為經緯FA506型,牽伸結構完善,加壓為YJ2-142搖架,加壓穩定,所以粗紗捻系數偏大掌握,以改善細紗質量,降低粗紗斷頭。加之A454粗紗機型CJ5.83tex捻系數為98,所以我們確定捻系數為101。
2.3.3錠翼轉速的確定
因紡制CJ5.83tex屬特細號紗,結合FA497粗紗機的特性和前后供應情況,初步確定錠速為950r/min。
確定主要參數為:粗紗定量:2.6g/10m 粗紗捻系數:101 粗紗錠翼轉速:950r/min,末并熟條定量:13.74g/5m,末并熟條CV%:2.73%。
2.4工藝優選試驗
為了合理優選出最佳粗紗工藝參數,以提高CJ5.83tex成紗質量。我們根據確定的試驗條件,對FA497粗紗的總牽伸倍數、主牽伸區和后區的羅拉隔距、后區牽伸倍數、加壓重量及鉗口隔距進行工藝優選試驗.
2.4.1 粗紗總牽伸倍數的優選
在保證粗紗定量不變,改變喂入熟條定量,從而達到調整粗紗總牽伸倍數,進行工藝試驗,試驗方案及結果見表二:

從試驗結果可以得出:總牽伸倍數10
2.4.2粗紗羅拉隔距、后區牽伸倍數的優選;
粗紗機的羅拉握持距主要根據纖維品質長度而定。D型牽伸中集合區移到整理區,加之有集合器,握持距可偏大掌握,一般為品質長度+(12mm-16mm)。在D型牽伸中,后區牽伸是簡單羅拉牽伸,控制纖維能力差,牽伸倍數不宜過大,采用張力牽伸,后區牽伸倍數一般為1.12-1.48倍,通常情況下以偏小為宜。結合A454粗紗機后區牽伸倍數1.241倍,確定兩種牽伸倍數1.19倍和1.21倍與不同羅拉隔距進行優選試驗,見表三。
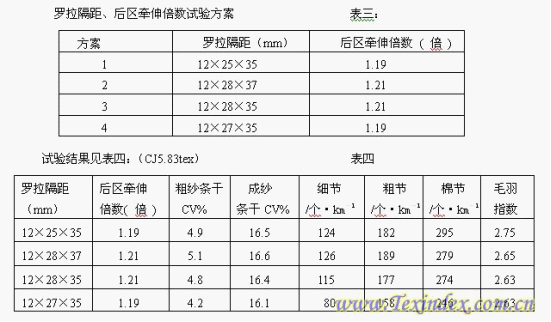
經試驗,最佳工藝配置為:羅拉隔距(12×27×35)mm,后區牽伸倍數:1.19倍;其上車后各項指標為:粗紗CV%:4.2;成紗條干CV%:16.1,細節80個,粗節158個,棉節246個,毛羽2.63。這個試驗說明粗紗機的后區牽伸以控制在彈性牽伸或稍大于彈性牽伸的范圍內為好;后區牽伸倍數不能大,但放大羅拉隔距較有利。
2.4.3粗紗搖架加壓重量的優選:
在滿足握持力大于牽伸力的情況下,粗紗機的羅拉加壓主要根據牽伸形式、羅拉速度、羅拉握持距、牽伸倍數、熟條定量及膠輥狀態而定,羅拉速度慢,隔距大,定量輕、膠輥硬度低、彈性好時加壓輕,反之則重。牽伸區有集合器重加壓,主牽伸區無集合器的四上四下D型牽伸羅拉加壓可略輕。結合緒森板簧搖架的性能,確定四種加壓分配進行試驗優選,結果見表五:

由表五可知,粗紗搖架加壓重量為(120×175×150×150)N/兩錠時,
粗紗條干CV%等成紗各項質量指標較好。
2.4.4粗紗鉗口隔距塊的優選試驗。
以上對粗紗總牽伸倍
粗紗鉗口隔距,根據粗紗定量及主牽伸倍數而定,定量輕而主牽伸倍數較低時,膠圈鉗口內通過的纖維量大,鉗口應偏大掌握,反之偏小掌握。不同粗紗鉗口隔距優選試驗及結果見表六。

從試驗結果可以看出,在使用5mm粗紗鉗口隔距塊時,成紗質量最佳,粗紗牽伸不開的現象得到徹底解決。
2.4.5FA497粗紗機工藝優選效果
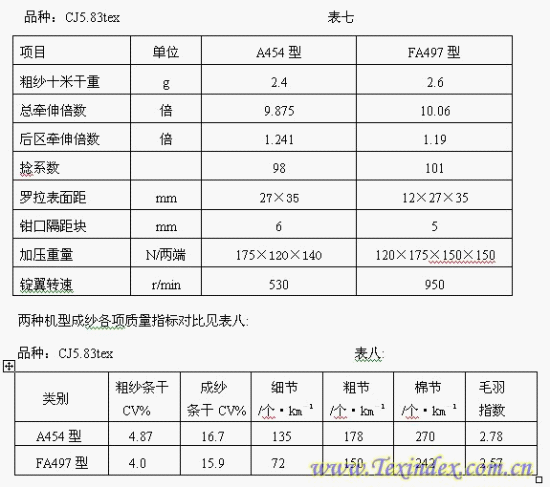
FA497粗紗機的總牽伸倍數、后區牽伸倍數、羅拉隔距、搖架加壓重量、前區鉗口隔距等各項工藝參數經過優選后,CJ5.83tex紡紗質量的到明顯提高,表七為與原A454粗紗機工藝比較。
FA497型 |
4.0 |
15.9 |
72 |
150 |
242 |
2.57 |
從工藝優選試驗結果可以看出,CJ5.83tex成紗質量在使用了FA497粗紗機后,質量得到較大幅度的提高,成紗條干CV%值降低了0.8個百分點,千米細節降低了47%,千米粗節降低了15.7%,千米棉結降低了10.4%。由于千米細節較大幅度的減少,使織布工序效率大幅提高。如果將開清棉聯合機、梳棉機、精梳等前道設備也采用新型設備,成紗質量會更好。
3 使用體會
3.1經過對FA497粗紗機一段時間的使用,對其工藝參數的配置有了一定的認識和掌握。本次試驗,粗紗伸長率雖然未在表中列出,但從試驗室測試結果來看,粗紗大、小紗伸長均在0.5%以內,這是因為FA497粗紗機采用計算機系統控制粗紗張力,且車上有三組CCD張力檢測裝置,可隨時檢測粗紗張力,
3.2 設備性能方面,張力參數調整齊全,FA497粗紗機在紡紗過程中張力調整通過調整徑向參數1,徑向參數2、初始調整位置、換向開始調整層數、換向延時調整時間等數值來穩定張力。從而保證小紗到大紗的張力穩定,以及在溫濕度變化大時調整各項參數來保證張力一致。
3.3 FA497粗紗機選用四上四下雙短皮圈的D型牽伸,主牽伸區不設集束區,牽伸后設集合器,實行牽伸不集束,集束不牽伸的原則,并且雙短皮圈鉗口能更接近牽伸鉗口,加強鉗口對纖維的控制,使變速點前移,浮游區縮短,且經主牽伸區較大牽伸后須條進入整理區,使纖維急彈性變形減少,有利于提高粗紗須條纖維伸直度,從而提高粗紗條干質量。
3.4 FA497四羅拉粗紗機較三羅拉粗紗機對車間溫濕度有較高的要求,相對濕度大于63%時,二羅拉易纏花,積聚紗疵,尤其開關車時,紗疵大量增加,且張力不穩定,對調節張力帶來一定困難。相對濕度控制在55%-62%之間,張力穩定,紗疵少,斷頭少,粗紗機效率可開到95%左右。
3.5 FA497四羅拉粗紗機較三羅拉粗紗機而言,增加了一根羅拉,易發生機械波。主牽伸前鉗口(二羅拉)為被動羅拉,一、二羅拉傳動托架調整不當或由于制造方面的原因,易出現機械波。FA497粗紗機運行之初就出現過15cm-20cm、20cm-30cm機械波,調整傳動托架,清洗傳動齒輪后,機械波消失。
4建議
4.1FA497粗紗機車頭部分漏油情況較突出,上下龍筋錠翼、筒管傳動軸聯結油箱無油封,有漏油現象,建議廠家加裝油封,杜絕漏油現象。
4.2建議在車中、車尾再增加兩個CCD張力傳感器,以便更準確地調整張力,減少張力波動。
4.3FA497粗紗機車頭及電器控制柜產生熱量較大,為了散熱,廠家在車頭和電
參考文獻:
〔1〕呂恒正并粗工藝與成紗質量的討論〔J〕。棉紡織技術,2005;33(8):4~7
〔2〕何建 魏書英 國產高速粗紗機工藝優選及紡紗效果分析〔J〕.棉紡織技術,2005;33(8):45~49
〔3〕鄔松山 趙永軍 李晴 FA426型粗紗機的技術性能分析與生產實踐 經緯股份杯紗線質量技術論壇征文文集 122~124
〔4〕劉國濤 現代棉紡織技術基礎〔M〕中國紡織出版社 2003:158~161
〔5〕袁景山 試論新型棉紡粗紗機紡紗工藝〔J〕。棉紡織技術,2005.33
3):12-16
〔6〕高洪蘭 李長嶺 李春月 FA426型粗紗機紡紗工藝優選及生產體會〔J〕
棉紡織技術,2005;33(2):41~43
〔7〕瞿建增 集中前區牽伸的工藝技術 系統工程棉紡工藝學(續)41~44
〔8〕郁崇文 紡紗工藝設計與質量控制 北京中國紡織出版社 2005.9 51~58
〔9〕繆定蜀 新型粗紗機應用技術探討〔J〕。棉紡織技術,2005.33(3):7-11
〔10〕徐少范 棉紡織質量控制〔M〕 中國紡織出版社 2002:146~148
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


