摩擦紡紗的工作原理
1.纖維供給
摩擦紡紗機以條子喂入,紡紗質量取決于對纖維的開松和喂給狀態,尤其是喂給纖維流在時間、空間上的均勻性和單纖維在輸送過程中的形態,即纖維與回轉紗尾接觸時(添加上去)的伸直與排列狀態是非常重要的。
DREF型摩擦紡紗機由分梳輥對纖維條進行開松,刺輥直徑一般為180mm,轉速在3000~4000r/min。它對纖維條有較強的開松和分梳作用并具有去除雜質功能。分梳后的單纖維,借本身的離心力和吹、吸風的氣流作用脫離刺輥,有的在刺輥下還增設剝取刀,經輸送管道落到兩塵籠楔形區,如圖6—3所示。
輸送纖維的方法有垂直和側向兩種:
1)垂直于紗軸輸送纖維
輸送纖維的主氣流速度方向與紗線輸出方向垂直,且纖維輸送速度比成紗輸出速度高許多倍。DREF型紡紗屬此類型,如圖6—8所示。此時,單纖維與楔形區回轉紗尾接觸,其伸直與定向排列狀態極差,紗中纖維的長度利用率小,成紗強力低。這種纖維供給方式違反了紡紗系統中纖維加工過程逐漸加速運動的規律,但這種纖維喂給方式有并合效應,對凝聚區內纖維數量均勻度有補償作用;且纖維添加到紗尾上時有規律分布,自紗體斷面中心起,從里層到外層可按條子的排列順序分布。因此,可利用這一特點,用不同質量和性能及不同顏色的原料,紡制具有復合成份和分層結構的多花樣的花色紗。
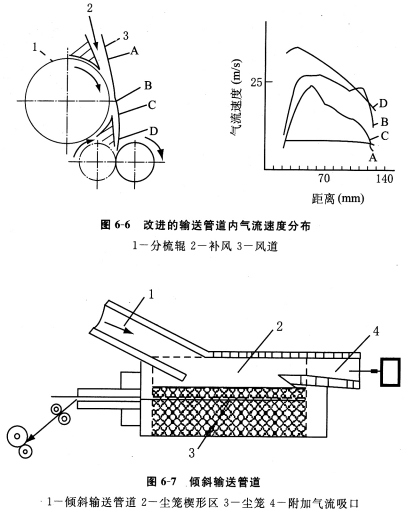
通過測定纖維輸送管道內氣流速度分布可以看出(如圖6—5所示):氣流速度自輸送管道人口至出口是減速的,這對纖維伸直不利。C處的氣流速度分布沿’紗軸方向接近均勻,可為均勻添加纖維到紗尾創造條件。因此,輸送管道的設計應盡量使氣流運動均勻分布且處于加速流動,有利于纖維伸直和添加到紗尾上。圖6—6為改進的管道氣流分布。

2)傾斜于紗軸輸送纖維
如圖6—7所示,經分梳呈單纖
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


