������Ҫ��
��2007Ļ���ITMA��չ�������͝{���C�������Н{ǰ�A�ӝ��g���@��һ헮����{�������е��¼��g����1999�����չ�[�����������c��˾������ˡ����ա����ư�˾��ؐ����˾�ȷքeչ�������͝{���C�ԁ����{ǰ�A�ӝ��g�����µİlչ�������ϝ{ǰ�����^�A�ӝ�̎������ʹ����������ߣ���ĥ����ߣ�ë��p�٣��Ķ�����˽����|��������Ч�ʣ�Ҳ���s��һ���ĝ{�ϡ��������c��˾�������—����—���ưͣ���������Ү����˾��ؐ����˾�ȹ�˾�Ⱥ����a�������A�ӝ�̎�����g�����͝{���C��ʹ�{�����g������һ�����҇������C�_�l���a���Н{ǰ�A�ӝ��g��GA309 �{���C��Ͷ���Ј���ͨ�^���Ҽ��aƷ���g�b������գ��ܵ��Ñ��ĺ��u�����Ҽ��aƷ���g�b������յČ��҂�һ���J���҇������C�_�l���a���Н{ǰ�A�ӝ��g��GA309 �{���C���_���������Mˮƽ��
�P�I�~���{ǰ��ӝp��ë����߽�����������ĥ����߿��CЧ�ʣ����s�{�ϡ�
�{����������߿��CЧ�ʼ������|�����P�I�����������ϝ{�ʼ��ϝ{�|���t�ǝ{�����̵���Ҫ���˃��ݡ�Ŀǰ�������ڝ{������ϴ���׃�Ե��ۣ�PVA�{�ϼ���ϩ������{�Ϟ�������������ø��N�{��60�f�����ϣ�����PVA�{�ϼsռ6�f��������PVA��Ⱦ�h���ѱ�������̭�ĝ{�ϡ����Ҫ�lչ�ߡ��С���ճ�Ⱥ͝�ȵ�׃�Ե�������һ�������ı�ϩ��ȡ��PVA��һ����ȡ���ͽ���PVA��������һ������׃�Ե��������������Ӷ����ͳɱ����҇������v��ȫ���{�ϕ��h�����_������û�����PVA�{�ϵ�Ҫ��
�����⌦����Mһ�����͝{������������ϝ{�|�����^�S���о����e���{����ˇ���g�о�ȡ���ش��M�������h�t�⾀ݗ��{�܄��ϝ{����ĭ�ϝ{���߉��ϝ{���g�ȶ���ͬ�̶� ������˽����|�������͝{�����������F���ܡ�1999�����չ�[�����������c��˾������ˡ����ա����ư�˾��ؐ����˾�ȷքeչ�������͝{���C���@�N���͝{���C���ý����M��{��ǰ�M���A�ӝ�̎�����g���@ʾ�����S�����c�罛����������ĥ��ë���٣����@���ă��c�DZȂ��y�{���C���s�{��1/3�������c������ҕ��21���o�ԁ�{ǰ�A�ӝ��g�������µİlչ�����H���gˮƽ������ߣ����ґ����治������ӡ���2007Ļ���ITMA��չ�������͝{���C�������Н{ǰ�A�ӝ��g��
1������{���{ǰ�A�ӝ��g���OӋ��
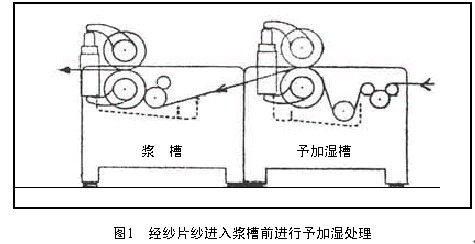
�������M��{��ǰҪ�Ƚ��^��һ���ضȵğ�ˮ�ۡ�ˮ��90°���ҡ��M�н���܈����ϴ�죬ȥ�������Ķ̽q���҉m���s�|����Ϟ�����ݵȣ���߽������{Һ���H������������Ч������D1�������ڟ�ˮ���н�܈���M��{�ۡ�
ֵ��ע����ǽ���Ƭ���ɟ�ˮ�������r�mȻ�ѽ���܈�D�������Ԏ���һ��ˮ���M��{����ʹ�{Һ������͡�ˮ����ˮλ���͡����OӋ�r���˿��Ɲ{���Н{Һ��ȣ������˝{Һ����ԄӱO��ϵ�y���O��ˮ�۵�ˮ�ؼ�ˮλ�߶ȵ��ԄӱO��ϵ�y��ʹ�A�{Ͱ�Н{Һ���ʼ�K�Ը����OӋ��ȵ�0.5%���o�{�ۣ��@ʾ�˝{��ǰ�A�ӝ��g�ă��c��ʹ�{��ǰ�A�ӝ��g�c�{�����g�õ������ĽY�ϡ�
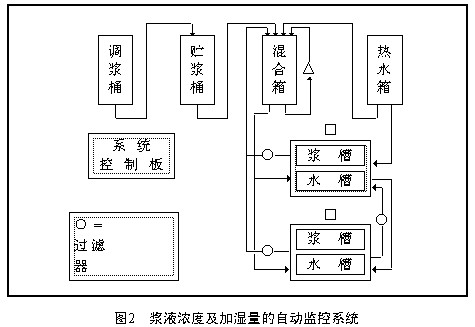
�{Һ��ȼ��A�ӝ��ԄӱO��ϵ�y��D2��ͬ�r߀Ҫ����ˮ���е�ˮ����ˮ�Ĝض��M���ԄӱO�أ����F�˝{����cˮ�ۜضȡ�ˮλ�߶ȵıO�ص������Y�ϣ��Ķ����Ɲ{���к���������һ�£�ʹ�{�{Һ��ȷ���һ�¼��A�ӝ�������һ�¡���
�D2���{Һ��ȼ��ӝ������ԄӱO��ϵ�y����{Һ��ȱO���������D�О��p�{��ʽ�{���C��
2��ؐ����{ǰ�A�ӝ��g——�A�ӝ��ϝ{�ϙC��
�{ǰ�A�ӝ��g��ʹ�{���|�������c��߲���ʡ�{�ϡ�ؐ����{ǰ�A�ӝ��c�ϝ{���ֺ���һ���γ�һ���wϵ������ϵ�y���Ԅӿ��Ƶġ�����ι����A�ӝ��ϝ{��ȫ�^�̷��Ă�������D3��ʾ��
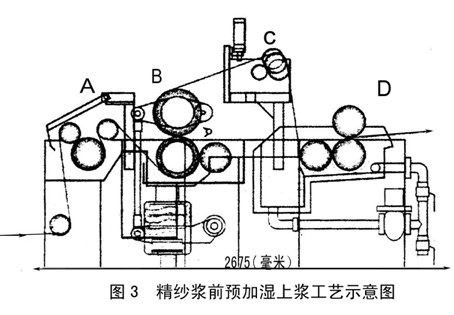
�D3�У��������^A��B��C��D�Ă����֣�ռ��ȫ�������L��4367���ס�
A������ι�벿�֣��������M���A�ӝ��֮ǰ�Ƚ��^ι�벿�ֱ����D��ι���_���ճֲ���һ�����ٶ�ι�뵽�A�ӝ���С�
B�������A�ӝ�۲��֣������M���A�ӝ�����ܵ�һ���ضȵğ�ˮ���nϴ�죬����^�^�߉�����܈݁�_��܈����������ˮ��܈�����һ��ˮ�ݵĽ����M��{�ۣ��_�����s�ϝ{��Ŀ�ġ�
C���������ϝ{�۲��֣������ڝ{�����ϝ{���ܵ��O�����^�߉�����܈����܈ȥ����ĝ{�ϲ�ʹ������һ�����ϝ{�ʡ�
�Ľ����M��ι�벿�ֵ��ĝ{����������ֹ��ȫ��������Ҫ4.367�ף�ι�벿�ֵ��{�۳����ȵ�ˮƽ���x��2.675�ס�
3���{Һ��ȵ��Ԅӿ��ƣ�
���ڽ������A�ӝ�������յ�ˮ�ݽ�܈�����Ԏ���һ����ˮ�ݕr��{�ۣ����ʹ�{���Н{Һ�����ϡጽ��͡������_܇�r������1000��2000��/�ֵ��ٶ��M��{�ەr�{Һ��Ȳ��������O��������£������ʼ�ϝ{�r�{��ȸߡ���D4��ʾ����
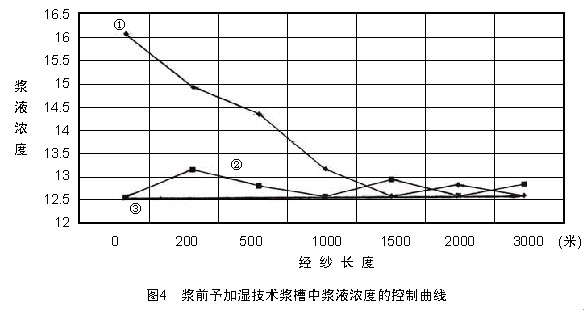
�D4�У�
�ٝ{���C���_܇�r�{���Н{�ϝ��׃���������������\�D�Н{�ۃȝ{�ϝ���Ԅӿ���������
���O���ĝ{����͝�Ⱦ���
�{Һ����_ʼ�r��16.5%�������^2000��{Һ��ȿ��ܕ������O����ȡ��鱣�C�{Һ��ȷ��������F�����O����ȵ���r���ڝ{�����O���˝{Һ��Ȃ������Ԅӿ��Ɲ{Һ��ȣ����{Һ��Ƚӽ��OӋ������ֵ�r�����������^���Ӌ��C֪ͨ�A�{Ͱ�Ԅ���{���a�����^�ߵĝ{Һ�����ѭ�h����ʹ�{Һ��Ȼ��������������F�͝�F��
�D4��{Һ��ȿ��������������۞��O������͝{Һ���ֵ�������@�������ĝ{Һ��ȕ�Ӱ��ϝ{�ʡ������ڞ��������a���܂��������ƣ��{Һ��Ȅt�ڲ����Ԅ��a���^��ĝ{�ϣ�ʹ�{���Н{Һ��Ȳ������F�����O���ĝ�����ֵ�������ٞ����_܇�r���ڝ{���Н{Һ����^�ߣ��A�ӝ��Ľ������^1000��2000��{Һ��ȕ��ӽ��O�������ֵ���������_ʼ������ͨ�^���A�{Ͱ�Ԅ��a���{Һ�^�̼��M�������ڵ��Ԅӿ��Ɲ{Һ��ȵĠ�B
4������{ǰ�A�ӝ��g���������c��
4.1���������c��˾��813���A�ӝ��g�ĝ{���C�Ͻ��^���N����ԇ�l�F��Փ���^���A�ӝ����ˮ���ٶ���ʹ�����ϝ{�ʜp�١�ë��p�١����CЧ�����.һ���A�ӝ���ʹ�ϝ{�ʜp��1/3�����H���s���a�M�ò�����߿������ܡ� 4.2�������������15-20%��4.3������ë��p��50%��4.4����߽�����Ħ������60%��4.5�����ͽ��������^�� 4.6�����ӽ��S�Ľ����L�ȣ�4.7������Ҫ�������ټӝ�4.8���p�ٝ{���ų����̎���M�ã�4.9�����M�������{�ϵĸ�������
�@Щ���c�ĺ��������ϝ{�ʽ���1/3��ǰ��������˝{�����ܡ����CЧ�ʼ��aƷ�|�������磺
�ԇ���ij�S���a4545�����������������Ý{�ϳɱ�0.21Ԫ/�ף�����a1000�f������ȫ��ɹ��s70�fԪ�����A�ӝ��g��ʹÿ�ײ����s�{��0��07Ԫ��
ɽ�|���ɷ�����˾�������A�ӝ��ϝ{���g��Karmayer�{���C���M����ԇԇ�Ʒ�N�鼃����14.6×14.6×382×283×165ԇ�Y���J�齛�^�A�ӝ�̎��������˽���������������һ���ď��ԣ�ë����N�^�ã��{Ĥ�����Ժã�����˽�����ĥ�ԣ����CЧ�����2%���ң�ԓ�Sȫ��{�Ϻ��Y1000�fԪ���ң���ȫ�������A�ӝ��g��ȫ��ɹ��s�ɱ�200�fԪ���ҡ��σ����H�Թ��s�{��һ�
�M�Ќ��ȣ�����߀�ɜp�ٝ{���UҺ̎���˝{�M�ã���߿��CЧ�ʼ��aƷ�|���� �������A�ӝ��gʹ�����ϝ{�����@���ͣ��o��I�������@�Ľ���Ч�档
5��ؐ����ĝ{ǰ�A�ӝ��g���ښW���S�����ҡ��^���ò�ȡ�úܺõ�Ч�����磺
5.1����ij�S�����a������r�ӹ�16-34��֧(10-21Ӣ֧)�����M�Н{ǰ�A�ӝ��ϝ{����5-11%�ɹ��s�{��30-50%�����s�{���M��30-40%��
�ڶ��᠖����C�Ͽ����r�����C�ٶȞ�800-900�D/�֣�10�f�����^ͣ�_�����@�p�١�
5.2������һ���S�ѝ{ǰ�A�ӝ��g���ڼӹ��������s���s�{��20%�����K����Ƭ�C�͆����Z����C����ʹ�Ý{ǰ�A�ӝ������a��������M8300���࿗�C����һ�����}�����^���ӣ�������M��
5.3������Hacot�����S�Ý{ǰ�A�ӝ��g�ӹ�30-36Ӣ֧���ἆ�����ɹ�ʡ�{��25%�������܇��̫���ʹ�������A�ӝ���н��^�r�g�p��35%����ʹ�A�ӝ��ϝ{���F���}���ϝ{���㡣
5.4�������Fessivul�����S�Ý{ǰ�A�ӝ��g�ӹ�6-34Ӣ֧�������ɹ�ʡ�{��35%�����C�\���c���ӝ�Ŀ��CЧ����ͬ��
5.5���L�z�A�ӝ��������Albini�����SҲ�Б��ã����`�C��������50-60Ӣ֧��9000-12000������Ⱦɫ�L�z�����^�A�ӝ�̎���ɹ��s�{��20%�����C���a��r�c���ӝ�Ľ�����r������ͬ�������a100%�z���кõ���r�ɹ��s30-40%�ĝ{�ϡ�
���ڼӹ��L�z�����^�A�ӝ�����^��ˮ���M��{��ʹ�{Һ��Ƚ��ͣ���˱�횼Ӵ��a��{Һ�����ʹ�ϝ{������
5.6������һЩ���P�C��������ϵ�����ˇ�о�����ͬ����S���{�ϏS������ԺУ�M�����S���г�Ч���о����J�飺�A�ӝ��g�������aƷƷ�N���{�ϡ��{Һ��ȡ�ճ�ȡ���܈�����{Һ�ضȼ��{���ٶ��M�к����x���c�{�����A�ӝ�ˇ�еĉ�ˮ����ˮ�ؑ�Խ��Խ�ã���횼��r�z�y�{Һ��ȣ�����{Һ��ȱ���ˮ�Ľ���ϡጣ��A�ӝ��Ŀ�IJ��H�Ǟ��˜p���Ý{��������Ҫ������߽����|������߿��CЧ�ʡ�
�� �� �� �� �A �� �� �� �{ ԇ � �� ��
��