���ݺ��飺20���H80����ԁ����S�r�����Ӌ��C�Ӽ��g�����м��g��׃�l�{�ټ��g�c�����Cе�IJ���Y�ϣ�ʹ�����Cе����߿Ƽ��������l�CҲ�����⣬���^������M��ʹ�F�����l�C�߂����ھ����l�l�����{�������ֹ����c�ԄӱO�أ�ȫ�ԄӠ����Ԅ��{��.�����_�������Ԅ��{��.�γ������Ӌ��C�ԄӱO�ص��wϵ�����⣬߀���M�˙C��ؓ���������ܣ��Լ��Ϊ����ӵ��ԄӓQͰ�wϵ��ʹ���l�C���ܸ������ơ���2007Ļ���ITMA��չ�F���¬F�������l�C���|�������wϵ�ļ��g�M���Ȟ�ͻ�����������S�����a���l�C�ć���.��� �ձ�.�����.Ӣ������ʿ��.�F����ʿ���_��˾��RSBϵ�м����δ��չ�˾��TD-03ϵ�е����{����ʽ���l�C�������F�߿Ƽ����l�C�����{�������g�����P���}ӑՓ���£�
�P�I�~ ���{���� �_�hʽ���{���� �]�hʽ���{���� ������ �ŷ�늙C ������^
һ����ʿ���_��˾��RSBϵ�е����{����ʽ���l�C
��ʿ���_��˾���Ƶ�RSBϵ�����{����ʽ���l�C����ԭ���ęC�ͣ��҇��������M��RSB951�Լ�20���oĩ�ԁ����M��RSB-D30��RSB-D35 ��RSB-40JI����RSB-401��SB-D11�����Mһ������ޗl�|���϶�ȡ���˺��@�����M�������ڼӹ����g�����˺ܴ��׃������RSBϵ�����{����ʽ���l�C�ęC�����c��ʹ�à�r�������½�B�� ���l�C���a���ޗl�|�����ڳɼ��|����������|��ʮ����Ҫ�����������ʿ���_��˾���Ƶ�RSBϵ�����{����ʽ���l�C����ԭ���ęC�ͣ��҇��������M��RSB951�Լ�20���oĩ�ԁ����M��RSB-D30��RSB-D35��RSB-40JI��RSB-401�� SB-D11�����Mһ������ޗl�|���϶�ȡ���˺��@�����M�������ڼӹ����g�����˺ܴ��׃����
1 RSB-40 ϵ�в��l�C������������ٶ����_��1100��/�֣�SB-D11���l�C��
2�����{����ϵ�y
2.1���l�C���{������ʽ�Ĵ_��
���{��������ʽ���_�hʽ,�]�hʽ�����ʽ��,�_�hʽ���{����ϵ�y�ڲ��l�C�ϑ��þ��Йz�y�cι���ޗl���ٶȱ�ݔ���z�y�c�ľ��ٶȵͺܶ�ă��c�Լ�ι�벿���ތӱ��^������c�����]�hʽ���l�ɵęz�y�ʴ_��������ʽ���{������ԭ������·��ȫ���F���ֻ��������l�ʲ����ԕr�g���������A��������ι���ޗl���^�z�y�_�����L�Ȟ���A�����M�Ğ�˹���������L�Ȟ�ÿ��1.5����,�е�߀�s�̵�1���ף�����z�yһ������r�g�_�����뼉���ٶȿ죬���ȸߣ������l�ʸߣ�һ��Ɍ�±25%�����ȵ�ι���ޗl������±1���ԃȣ���ˣ����l�C����������ʽ��Ŀǰ�Ѵ_�����_�hʽ�����z�y�c�c�{��ϵ�yͬ��ι��ȡ�
2.2�������cACͬ�ŷ�늙C����ԭ��:�D1
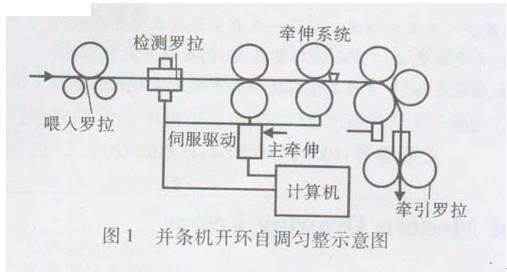
RSB-D35�Ͳ��l�C���{����ϵ�y����һ���ϲۼ�����_����ȫ��ι���ޗl�M�Йz�y,�z�y�����ޗl����Ӎ̖����ɵ�׃�μ��r�D�Q�Ʉ������Ӎ̖,����X̎����,��ԭ�ޗl�����M��������^�r,��������Xָ����`�����ŷ�늙C׃�l,����ι��������^���ޗl,�_����ݔ���ޗl������Ŀ��,���������ޗl�ęz�y�l�ʺܸ�,���Ҳ��c�ٶ�׃�����P,��ݔ���ޗlÿ1.5���יz�yһ��,���{����ͨ�^һ�����ИO�߄ӑB���ܵ��ŷ�늙C������������ޗl����������ι��ϵ�y���@�N�_�hʽ����ϵ�y�����r�g�ɿs�̵����뼉�����������ޗlƬ���L�ȱ��s�̵����֡���ʹ���l�C�����ٶ��_��1000��/�֣����{������Ҳ�������m�������Ҍ������l��������l������l���˹����^����ɵIJ���Ҳ�ܺõĄ������á�
2.3�����{��������
�������{�������OӋԭ�����в�ͬ��̽�y�ޗl���l�ʣ���ˣ���ͬ�����{����ϵ�y���m���ڲ�ͬ��ι���ޗl���ٶȡ�
���˹�����{��ϵ�y��������ٶ��^�ߵIJ��l�C���ϣ�����m���ٶȿ��_��1000��/�֣����aBYD�����{����ϵ�y�������ٶȞ�600-800��/�֡�܇����650��/�����ҵ����{����ϵ�y�ɲ����_���|�ĵ�THD-901AL�̈́�������
Ŀǰ���a���{�������ܶ࣬���m�����ٶ��҄���Ч���õ�߀Ҫ�Mһ����ߣ����{�飬�ڇ��a���l�C�Ϟ�˹�ؗl�Ʉ���ϵ�y���_���|�����{����ϵ�y�ڱ��Õr��܇��Ҳ�_�IJ����룬���܇���_���^�ߣ�����Ч��Ҳ�_��������IJ�ƽ��
2.4���{��Ч���c���l�C�����ٶȣ����aƷ�N��ԭ���|�����Pϵ��
�߮a���l�C��ӹ���ԭ�ϲ�ͬ�����ٶ��ͬ����1000��/�ֵ��ٶ���HSR1000�Ͳ��l�C����ٶ�(RSB-35�� RSB-40���_1100��/��)ֻ�ɼӹ���ͨԭ�ޣ��ӹ����w���켏�l�������ٶ���650-900��/�֣������ޗl���ٶ���600��/�֣���TD-600�Ͳ��l�C�nj��T�����a�����ἆ���ľ���C���ͼ������ҏU��Ļ���ޗl���_��500��/�����£�����RSBϵ�еIJ��l�C���ڼӹ��͵ȼ�ԭ�ϵ��ޗl�r܇��Ҳֻ���_��250��/�֡����l������l�̽q�ʺ����ĸߵ͕�Ӱ푄�����Ч����
�ɴ˿�Ҋ��ԭ�ϲ�ͬ�aƷƷ�N��ͬ���ޗl�к��̽q�ʲ�ͬ���HӰ푲��l�������ٶȣ������Ԅ���Ч��Ҳ�_�������е�ˮƽ���@�����{����ϵ�y�ܷ�l�]�������õ��P�I��
�Ծ���32Ӣ֧�h�V���������_�hʽ��˹�ؗl�Ʉ���ϵ�y�������l���£����������l�l�ɵ�1��.3��5��CV��ֵ�քe�_��0��3����0��2����0��1��������ƫ����0��5���ң��_����˹��2007�깫��5��ˮƽ��
���{�������l�Cһ��Ҫ�ӏ��̽q�ʵĹ����ſ�ʹ�ɼ��l���_����ˮƽ���������l�ж̽q�ʺ�����8�����ϣ��������l��CV��ֵ�H���_��25��ˮƽ������̽q�ʺ����p�ٵ�2���������l��CV��ֵ���_5��ˮƽ��
�� ���δ��չ�˾��TD-03ϵ�е����{����ʽ���l�C
��2007 Ļ���չ�[���ϣ����δ��չ�˾չ�����µIJ��l�CTD03-600��TD02���l�C��������TD03���l�C�Ļ��A�ϵĸ��M�c�lչ�ġ�
1���δ������{�����IJ��l�C�ЃɷN��̖��һ�N�����ڸ߮a������TC03���l�C��܇������_��1000��/�֣���HSR1000��TC03 �Ͳ��l�C����ٶ�1000��/�ֵ��ٶȣ�ֻ�ɼӹ���ͨԭ�ޣ��ӹ����w���켏�l����һ�N�����ھ���h�V����TD03-600�ͣ�܇������_��600��/�֡� �����{����ϵ�y�đ��Ñ�������ͬ��ԭ�ϡ�Ʒ�N����ͬ�IJ��l�C��܇�ٶ��_���ġ���TD03-600���������ٶȞ�600��/�֣�����Ʒ�N�Ǿ��ἆ�����{����������Ч���á������{�����IJ��l�C�CTC03߀���Р����c���ԄӃ����O��ϵ�yOPTI SET��ͨ�^���]һЩ�C����r����C�����O�á�ԭ�����|���܇��Ŀ��{��r����ȫ�ԄӴ_������є�ֵ��ι��ԭ���Ƚ��^��������������M��������^���ܠ���������á�������^���������s1000���ף���������Ҫ���D��������r�g��һ���Ĝ�������������c���O�Ñ����]��������ء������������c�Ĵ_��߀Ҫ���]ԭ�����|���C���O�ü��܇��Ŀ��{��r��
2����Ƭ�εĄ���ϵ�y�Ĺ��ܣ����δ��չ�˾���Ͳ��l�C�Ķ�Ƭ�εĄ������������ŷ�늙CSERVO DRAFT�Г��ģ���Ƭ�΄����ŷ�늙CSERVO DRAF�Ą����L�Ⱥ̣ܶ��H��Ҫ�O�������ޗl���������c�˜��ޗl��ƫ�
����֮�⣬ԓϵ�y߀Ҫ���ܾ��_���ռ����H�\��ֵ���ʴ_�o���ϵ�̎����̖���Լ���������ֱ̖���M���D�Q���δ��յĂ������ǜy��©�����͂��y�_���c�ϲ��_����������ͬ��SERVO DRAFT�ܸ����_�ġ����ٵĜy��ι����ޗl��©���ȵĜy��Ƭ���|���Ȃ����_��ҪС�Ķ࣬���������l�ʱȂ����_��ʽ������Ҫ�����2��5����һ��©�����ɰ��������еij�Ҏ�ޗl�������@�N�������o���X݆���ӣ��Ȃ��y�Ă��������F݆���{��Ҫ���ξ��_�Ķࡣ�@�N��Ƭ�΄����ŷ�늙CSERVO DRAFϵ�y������S�ޡ������ټ����и��ߵĄ����������Ɍ��F��̵Ą����L�ȡ��δ��յ�SERVO DRAFT��Ƭ�΄����b���nj��T��܇����600��/�ֵIJ��l�Cʹ�ö������ģ��c늄әC��ܛ�����{���P��
SERVO DRAFT��Ƭ�΄������Ì����l�C�������ٶȶ����m������ʹ���ԄӓQͰ�Ĝp���c�����^���У�SERVO DRAFT��Ƭ�΄������ܶ��ܱ����\�С��cʹ�ò����_���Ƶ���늙C��һ�㲢�l�C��ȣ�ÿ���ޗl�ľ���ȸ��á�ͬ�r�����{����TD03���l�C����ͨ�^�{�Q�X݆����׃���������r��
����ĩ���l֮����Ҳ�]�и��M�aƷ�|���Ĺ������ĩ���l����ÿһ���ޗl���M�м��µıO���c������ʹ�����ļ����|�����_���˜ʡ��@��TC03���l�C����Ҫ����֮һ
���������δ��ղ��l�CTD02
�δ����½������_�l��ȫ�µIJ������{�����IJ��l�CTD02���C�ϵĠ���ϵ�y�������������Dz��÷����ɿ���TD03�ģ��ɱ��ˇ���|���˜ʵĽ��͡����а���4��3� ����b�á���ӼӉ�ϵ�y�����ظ߄����ŷ�늙C��������^���É�����������ϵ�y�����{�������ܺĵĞV�m��ij��m���Lϵ�y����ӌ��lϵ�y���δ���TD02���l�C�Ġ���ϵ�yֱ�Ӱ��b�ړQͱ�b�õ��Ϸ����Qͱ�b�û������cTD03��TD07��ͬ�����lϵ�y���QͰ�b�õ�Ȧ�l�P�քe�Ǫ�늙C���ӵġ����ܡ��p�پS�ޡ����쌒�ȼ���15�����Ը��Ƹ����ɶ��w�S�ļӹ���
�������{�����IJ��l�CTD02����Ҫ���ڼӹ��͓�ԭ�ϼ���܇�ٵĮaƷ��Ҳ�п����ڸ��ٲ��l�C �ϼӹ���ͨ�ޮaƷ�ģ��ӹ�����켏�������h�V�����^�����l�C�á��F���������������l�IJ������ѽ��^�p����o�ޙC�����ޙC���ܻ��Wι��ϵ�y���L��Ƭ�΄���ϵ�y�Ą�����һϵ�е��ھ��|������ϵ�y���Ԅ��{�a���w����ࡢ�Ԅ�ĥᘵȸ��g�Ŀ��ƣ����l�|���ѽ��кܸߵı��ϣ��������{�����IJ��l�CTD02�ϲ������M�Є���ֻҪ���Ͼ��ܺܺõĝM���¹����Ҫ���ˣ������������aһ����ε��D�����в������{�����IJ��l�CTD02����ȫ���ԝM��Ҫ��
�ġ����l�C�������M��
RSBϵ�в��l�C��TD-03�� SB-D11���l�C���S����Ҫ���M�������{����Ч�����aƷ�|���ķ����c����к��@����Ӱ푣�
1�� RSBϵ�в��l�C�����������_��ʽ�����������wϵ(TD-03���l�C��4��3� ����b�á���ӼӉ�ϵ�y�����ظ߄����ŷ�늙C��������^���É�����)���Y��Ͳ�Σ��{�����㣬�����坍���B���m���ԏ������ɼӹ����N����w�S�����Ƹ��N�����ޗl������������